|




- 品牌:耀禹
- 貨號(hào):1
- 價(jià)格: ¥30000/臺(tái)
- 發(fā)布日期: 2024-09-28
- 更新日期: 2025-06-23
| 外型尺寸 | 3.5*3.5 |
| 貨號(hào) | 1 |
| 品牌 | 耀禹 |
| 用途 | 水利 |
| 型號(hào) | PGZ |
| 制造商 | 耀禹 |
| 是否進(jìn)口 | 否 |
閘門檢驗(yàn)標(biāo)準(zhǔn)
鑄鐵閘門應(yīng)符合本標(biāo)準(zhǔn)的要求,并按照規(guī)定程序批準(zhǔn)的圖樣和技術(shù)文件制造。
二、渠道閘門具體工藝方案:
材料采購:
1.生鐵、
密封銅條等相關(guān)材料的采購必須有化學(xué)成份檢驗(yàn)報(bào)告與機(jī)械性能檢驗(yàn)報(bào)告。并對(duì)生鐵、銅條等進(jìn)行抽樣檢驗(yàn),對(duì)不合格的原輔材料堅(jiān)決退貨,檢驗(yàn)合格后的材料方可入庫并出具檢驗(yàn)合格入庫單,由生產(chǎn)部門用。
2.同時(shí)模具車間按技術(shù)部圖紙進(jìn)行模具制作,做好生產(chǎn)前的準(zhǔn)備。
三、閘門鑄件毛坯的鑄造:
1.開爐前,按照國(guó)家標(biāo)準(zhǔn)牌號(hào)進(jìn)行爐料的配料,同時(shí)做好其它準(zhǔn)備。
2.當(dāng)爐前鐵水基本達(dá)到出水溫度時(shí),進(jìn)行爐前取樣,送至理化實(shí)驗(yàn)室進(jìn)行爐前化驗(yàn),符合相關(guān)國(guó)家標(biāo)準(zhǔn)牌號(hào)的化學(xué)成份后,方可進(jìn)行鐵水的澆注。
3.毛坯鑄造完成并進(jìn)行清砂處理后,檢驗(yàn)合格的所有閘門、閘框等鑄件進(jìn)行相應(yīng)熱處理,消除鑄造內(nèi)應(yīng)力后進(jìn)入后道工序進(jìn)行機(jī)械加工。
四、渠道鑄鐵閘門機(jī)械加工
1.金加工車間再次對(duì)鑄件表面進(jìn)行進(jìn)一步清砂打磨處理,使其外觀比較清潔有利于*后的表面油漆處理。
2。密封銅條與閘框、門體裝配時(shí)用環(huán)氧樹脂密封膠同時(shí)用沉頭螺栓固定于閘框或門體上。沉頭孔內(nèi)也用環(huán)氧樹脂填實(shí),使其密封無滲漏;各加工工序按技術(shù)部圖紙進(jìn)行機(jī)械加工,特別注意鑄鐵鑲銅閘門的止水面加工時(shí)要嚴(yán)格按要求加工。
3、裝配操作規(guī)程本規(guī)程適用于本公司生產(chǎn)的鑄鐵鑲銅閘門生產(chǎn)過程中的裝配試機(jī)及*終成品的檢驗(yàn)。
五、渠道閘門裝配過程
1.對(duì)待裝配件的毛刺或磕碰處(如有)進(jìn)行處理修整;
2.對(duì)待裝配件進(jìn)行清洗或用潔凈布擦干凈,并放在適當(dāng)處,用紙等蓋好;
3.如需加(涂)油脂處加潤(rùn)滑油脂,如暫不裝配時(shí),用紙等蓋好;
4.裝配中,對(duì)需施加外力時(shí),要合理用力,不得盲目蠻干敲擊時(shí),手錘不得直接敲擊在工件上,而影響裝配質(zhì)量;
5.裝配過程中,對(duì)掉落的灰塵,碎屑等及時(shí)處理,并按相關(guān)閘門的國(guó)家標(biāo)準(zhǔn)檢驗(yàn)止水面的間隙是否符合要求。
6.將裝配的相關(guān)測(cè)量數(shù)據(jù)填寫在《檢驗(yàn)報(bào)告》上。
六、渠道閘門安裝調(diào)試過程
1.各種產(chǎn)品的調(diào)試參見各產(chǎn)品的檢驗(yàn)規(guī)范或
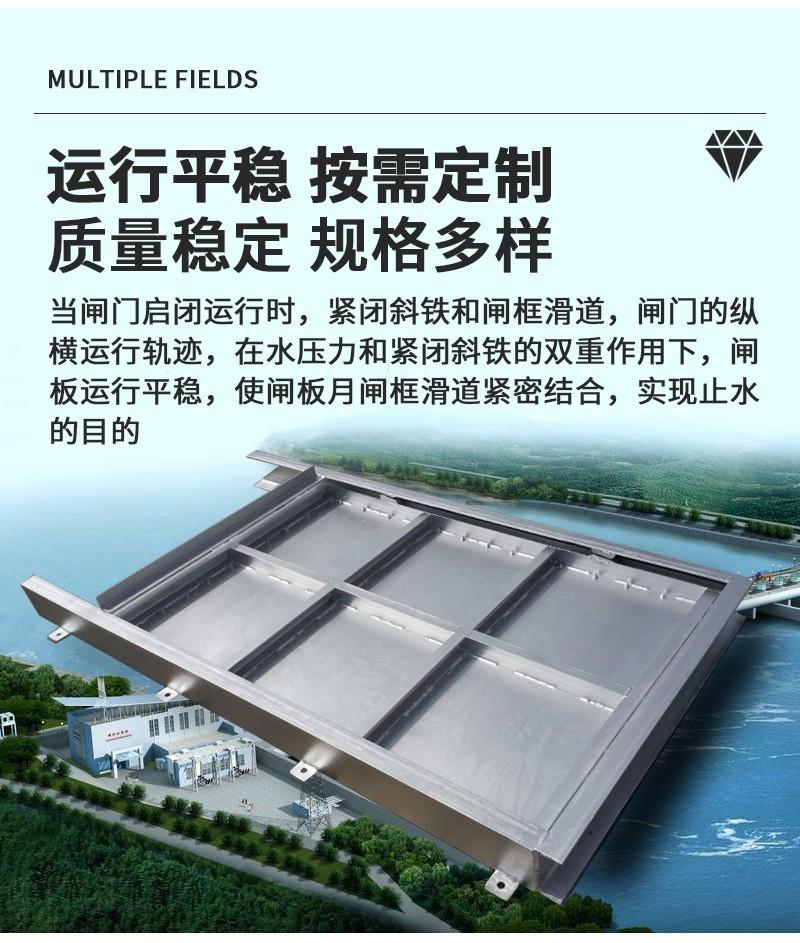
安裝使用方便的特點(diǎn)。當(dāng)閘門長(zhǎng)期使用密封面磨損時(shí),則可調(diào)整楔塊位置,便能恢復(fù)原密封性能。
2..一般要求
在*大工作水頭下,閘門部件拉伸強(qiáng)度的安全系數(shù)不小于5。并在計(jì)算的基礎(chǔ)上增加2mm的腐蝕余量。
3..閘框
閘框應(yīng)加工成方形,以便與溝槽斷面相匹配。閘門處于全開位置時(shí),閘板至少有一半仍然包含在閘框內(nèi)。閘框的下邊緣應(yīng)有加工過的凹形槽,槽內(nèi)嵌入有銅質(zhì)的密封座面,并用和密封座面相同的材料制作的沉頭螺釘與閘框連接,此密封座面應(yīng)加工到≤3.2μm的表面粗糙度。閘框背面也應(yīng)進(jìn)行加工,以便與預(yù)埋墻框的機(jī)械加工面直接栓接。閘框與墻框結(jié)合面在安裝時(shí)應(yīng)充填粘接劑。
3.閘板、導(dǎo)軌及吊耳
閘板應(yīng)為整體鑄造結(jié)構(gòu)、矩形、帶有整體澆鑄的水平和垂直方向的加強(qiáng)筋。在*大負(fù)荷時(shí),撓度不得大于構(gòu)件長(zhǎng)度的1/1500。閘板的滑動(dòng)處應(yīng)有加工過的凹形槽,槽內(nèi)嵌入有銅質(zhì)的密封座面,并用與密封座面相同材料制成的沉頭螺釘與閘板連接。整個(gè)閘板長(zhǎng)度的每一邊的滑動(dòng)面處應(yīng)加工成一臺(tái)階結(jié)構(gòu),此結(jié)構(gòu)與導(dǎo)槽之間保持小于或等于5mm的間隙,閘板的四邊均應(yīng)有楔塊,閘板上方的垂直中心線應(yīng)固結(jié)或整體鑄造吊耳,用于連接閘桿。在閘板側(cè)邊與導(dǎo)軌之間的間隙不得大于3mm,導(dǎo)軌應(yīng)用不銹鋼沉頭螺釘與閘框連接或與閘框鑄成整體,以防止導(dǎo)軌與閘框之間的相對(duì)運(yùn)動(dòng)。閘門和閘框的底部應(yīng)有防止閘板與閘框過度楔緊而設(shè)置的可調(diào)節(jié)頂塊。
4.預(yù)埋墻框
預(yù)埋墻框應(yīng)預(yù)埋在溝渠壁中。墻框應(yīng)鑄造得平整光滑,不致于滯留柵渣。
5.閘桿
閘桿螺紋根部的直徑尺寸應(yīng)保證閘桿能在*大允許沖擊水頭下正常工作。當(dāng)閘門傳動(dòng)軸超過3m時(shí),閘桿中間應(yīng)設(shè)支撐裝置,每3m可考慮設(shè)置一個(gè)支撐裝置。
6.啟閉機(jī)啟閉機(jī)應(yīng)滿足下列要求。